We enable you to combine measurement data from different sensors. Network several Optoquop sensors with each other (laboratory, pilot plant or process) or add external sensors. For example, you can record pressure, temperature, turbidity, coloration and fill level or connect camera systems as a source of imaging information. We can also offer many other sensor combinations - do not hesitate to contact us about this!
More efficient use of the strengths of individual sensors as a source of information in the network
Increased redundancy through complementary technologies
Detection of process anomalies and avoidance of false alarms - saving time and money!
Intelligent camera systems
Look into your process - it's worth it!
Can you see anomalies in your process with the naked eye? Then it's time to think about purchasing a camera system with coordinated lighting. We adapt the system specifically for you in reflected light/transmitted light and bright field/dark field in order to extract the relevant target variables from the image in the best possible way. Simple image evaluation using artificial intelligence makes commissioning even easier for you.
Detect process anomalies or changes to important quality parameters quickly and fully automatically. Both 2D systems and 3D camera systems (time-of-flight, ToF) are available.
Easy to install
Fast real-time determination of target values using artificial intelligence
Depending on the equipment variant, can also be used in explosion-proof areas: camera systems for Ex zones (0), 1, 2 (20), 21, 22 (gas and dust Ex) and light sources may radiate in zones 0 and 20
Can be combined directly with the Optoquop systems for laboratory and process
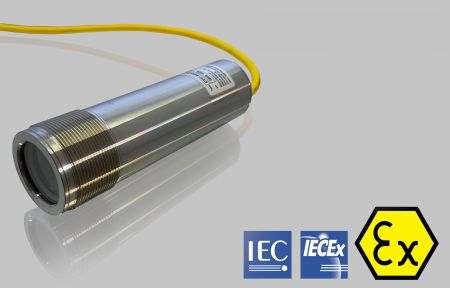
Our level sensor provides you with precise measurements at all times - even in potentially explosive areas. Available with both refractive and capacitive technology.
Precise level detection for your measuring cell or container, even in explosion-proof areas (ATEX and IECEx certified)
Temperature resistant up to 250 °C
Can be combined directly with the Optoquop systems for laboratory and process
Discover cost-effective real-time turbidity analysis in liquids with our robust sensor. In addition to reliability and accuracy, the sensor can be used directly in hazardous areas.
Immediate detection of opacity changes in real time, even in explosion-proof areas (ATEX and IECEx certified)
Easy to integrate into your process
Can be combined directly with the Optoquop systems for laboratory and process
Process anomalies can often lead to color differences in your product. Discover our cost-effective real-time color measurement, which provides another crucial parameter for the reliability of your spectral data in addition to turbidity. Rely on precise color control for consistent product quality.
Immediate detection of color changes in real time, even in explosion-proof areas (ATEX and IECEx certified)
Simple integration into your existing processes
Can be combined directly with the Optoquop systems for laboratory and process